守好冶金最后一道排放关卡——冶金粉尘除尘设备发展与应用
![]() 琪 苏
·
浏览 26 ·
点赞 0 ·
评论 0 ·
1个月前 (06-12)
琪 苏
·
浏览 26 ·
点赞 0 ·
评论 0 ·
1个月前 (06-12)
冶金工业作为我国国民经济的支柱产业,支撑着机械制造、建筑、能源等诸多领域发展,但从矿石原料预处理到烧结、炼铁、炼钢再到轧钢,全流程都产生大量粉尘,这些粉尘不仅含有可回收的铁、碳等有价元素,还混杂着硫氧化物、重金属等有毒有害物质,若处理不当直接排放,既会污染大气、危害工人健康,还会造成宝贵资源的浪费。在国家超低排放政策全面落地的背景下,冶金粉尘除尘设备已经从配套环保设备升级为决定企业绿色生产、资源循环利用的核心装备,推动着冶金行业向绿色低碳方向转型。

冶金粉尘的特性决定了除尘设备的选型和设计和其他行业截然不同,冶金生产工序多,不同环节产生的粉尘差异极大:原料破碎和转运环节以粗颗粒粉尘为主,烧结机头烟气温度高、粉尘比电阻范围宽,炼钢转炉二次烟气粉尘粒径极细,高炉出铁场则是高温高湿含尘烟气,这些复杂特性要求除尘设备必须适配不同工况,具备高适应性、高效率。从最初的重力沉降室、旋风除尘到如今的袋式除尘、电袋复合除尘,冶金除尘设备的发展始终跟着环保标准和生产需求不断升级。
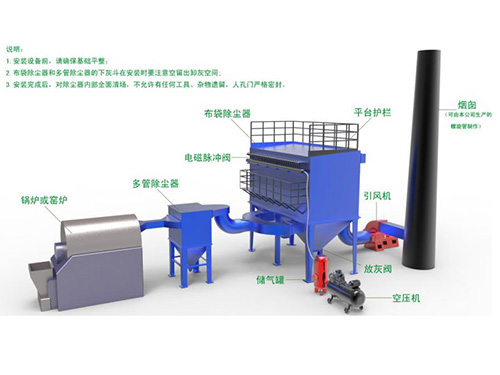
如今,脉冲袋式除尘是冶金行业应用最广泛的高效除尘设备,也是实现超低排放的主流选择,尤其适配炼钢、轧钢以及烧结机尾等多个产尘环节。其工作原理并不复杂,含尘烟气通过管道引入除尘器后,大颗粒粉尘在灰斗中受重力和惯性作用直接沉降,细粉尘随气流进入过滤腔,被阻留在针刺毡滤袋表面,净化后的烟气透过滤袋进入净气室达标排放;当滤袋表面积尘累积到一定厚度,压差达到设定值,PLC控制系统自动触发电磁脉冲阀,高压压缩空气瞬时喷入滤袋,使滤袋膨胀振动,抖落表面的粉尘层,粉尘落入灰斗后集中收集回收,整个清灰过程自动循环,不需要人工操作。针对冶金粉尘的特性,现代脉冲袋式除尘做了大量优化:对于高温烟气,选用PPS复合耐高温滤料,可长期耐受160-200℃烟气,耐酸碱腐蚀性能优异,使用寿命可达4年以上;对于高硬度磨损性粉尘,在管道和进风位置增设耐磨衬板,延长设备使用寿命;针对易燃易爆的煤气净化粉尘,设备采用防静电滤料、接地设计和防爆泄压装置,从设计层面消除安全隐患。
针对大烟气量高温工况,电袋复合除尘技术展现出独特优势,现在已经广泛应用于冶金烧结机头环节,成为该场景的主流技术路线。电袋复合除尘结合了静电除尘和袋式除尘两者的优点,烟气先进入前级静电除尘区,依靠电场力去除80%以上的粗颗粒烟尘,既降低了后端布袋的过滤负荷,又减少了滤袋磨损;同时静电场会让剩余未被捕集的粉尘带上电荷,荷电粉尘进入布袋区后,因同性电荷相互排斥,会在滤袋表面形成结构疏松的粉尘层,不仅清灰更容易,还能降低过滤阻力,延长滤袋使用寿命。这种组合技术除尘效率稳定可达99.99%,出口粉尘浓度稳定低于10mg/m³,完全满足超低排放要求,而且相比纯袋式除尘,运行阻力更低,能耗可降低15%-20%,对于大烟气量的冶金生产线来说,长期运行的节能效益十分可观。
冶金粉尘中含有30%-50%的铁等有价金属,除尘设备收集的粉尘早已不是需要处理的固废,而是可以回收利用的资源。如今主流除尘设备收集的粉尘,经过简单处理就能回入生产流程,或是作为烧结配料重新利用,河北石家庄周边的大型钢铁企业统计显示,通过高效除尘设备回收粉尘,企业每年可回收含铁粉尘超过10万吨,创造数千万元的额外经济效益,真正实现了环保效益和经济效益双赢。
随着冶金行业超低排放改造的全面推进,除尘设备也在向着智能化、低阻化方向发展,物联网监测系统可以实时监测各点位滤袋压差、排放浓度,提前预判滤袋破损和堵塞故障,降低运维成本;新型覆膜滤料的应用进一步提升了过滤精度,降低了运行阻力,降低了能耗。作为冶金行业守住排放底线、实现资源循环的核心装备,冶金粉尘除尘设备将继续推动冶金行业绿色转型,在实现双碳目标的进程中发挥重要作用,为改善区域大气环境质量贡献力量。

猜你喜欢


发表评论
电子邮件地址不会被公开。 必填项已用*标注


您必须 登录 才能发表评论!