守护车间清新:饲料厂投料口除尘设备的应用与价值
![]() 琪 苏
·
浏览 30 ·
点赞 0 ·
评论 0 ·
2个月前 (06-12)
琪 苏
·
浏览 30 ·
点赞 0 ·
评论 0 ·
2个月前 (06-12)
饲料工业是支撑我国养殖业发展的核心基础,全国饲料年产量超过2.5亿吨,从原料接收、投料破碎到混合制粒,每个环节都存在粉尘扩散风险,其中投料口作为饲料生产的第一道工序,是粉尘产生量最大的节点之一。玉米、豆粕、麦麸等大宗原料在人工投料或者设备卸料过程中,会瞬间扬起大量粉尘,这些粉尘不仅会降低车间能见度、加速设备磨损,还容易引发粉尘爆炸,长期漂浮的粉尘会被工人吸入体内,引发呼吸道疾病,威胁职业健康。随着我国对安全生产和职业健康要求不断提高,适配饲料厂投料口特性的专用除尘设备,已经成为饲料生产企业保障合规运营、保护工人健康的必备装备,推动饲料行业向更安全、更绿色的方向发展。

饲料厂投料口的粉尘污染具有鲜明的特点,和其他生产环节、其他行业产尘场景差异明显:投料过程是间断性产尘,粉尘瞬时浓度高,投料瞬间浓度可以达到数千mg/m³,非投料时段浓度很低;同时饲料粉尘本身有机物占比高,粒径细小,具有可燃性,存在爆炸风险;另外投料口通常位于车间原料区,设备布置分散,人工投料操作空间需要保留,不方便做全密闭处理,这些特性决定了除尘设备需要针对性设计,才能兼顾操作便利性和除尘效率,不能简单照搬其他环节的除尘方案。
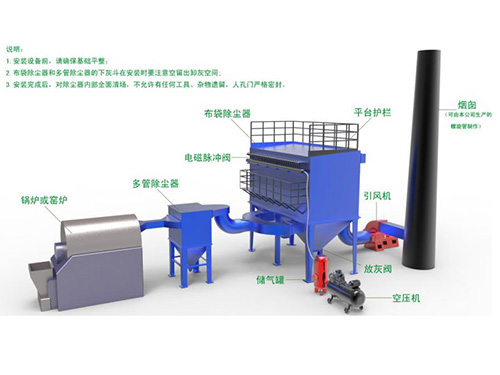
目前,针对饲料厂投料口的主流除尘方案,主要分为局部密闭负压除尘和雾状抑尘两大类,其中局部密闭负压布袋除尘是应用最广泛、治理效果最稳定的技术路线。具体来看,这种方案会在投料口设置半密闭集气罩,保留人工投料操作开口的同时,依靠负压吸引将扬起的粉尘全部吸入除尘管道,避免粉尘向车间其他区域扩散;收集后的含尘气流进入脉冲布袋除尘器,大颗粒饲料粉尘依靠重力直接沉降到灰斗,细小粉尘被拦截在滤袋表面,净化后的空气直接排回车间,在北方冬季还能避免热量流失,减少车间供暖能耗。
针对饲料投料口间断产尘的特性,现在行业普遍设计了变频控制系统,投料时根据粉尘浓度自动调高风机转速,增大抽风量,非投料时段自动调低转速降低能耗,相比恒转速运行可以节电30%以上,大大降低了运行成本。针对饲料粉尘易燃易爆的特点,除尘设备做了完整的安全设计:滤袋采用防静电针刺毡滤料,整个设备和管道做可靠静电接地,避免静电积聚;设置泄爆片和防爆阀,一旦发生爆炸可以快速释放压力,降低安全风险;部分企业还会在除尘管道设置火星熄灭装置,拦截投料过程可能混入的高温异物,避免进入除尘器引发燃烧,从设计层面消除了粉尘爆炸隐患。
对于以人工投料为主的中小型饲料厂,还有一种更经济灵活的方案,就是高压微雾抑尘技术。这种技术不需要铺设复杂的除尘管道,在投料口周边布置高压雾化喷头,投料时启动喷头,喷出直径1-10微米的超细雾滴,雾滴和空气中的粉尘颗粒碰撞吸附,让粉尘颗粒重量增加后自然沉降,不会继续飘散,整个过程不需要收集过滤,设备投入成本仅为布袋除尘的三分之一左右,安装方便,适配中小企业零散投料口的治理需求。不过这种方案会增加少量原料含水率,对于含水率要求严格的成品投料环节适用性有限,但对于大宗原料投料口影响极小,完全满足使用要求,河北石家庄周边不少中小型饲料企业应用后,车间粉尘浓度下降超过85%,基本看不到明显粉尘,投入成本低,见效快,受到中小企业的欢迎。
近年来,随着智能化技术普及,不少大型饲料企业开始采用智能投料除尘系统,在投料口设置粉尘浓度传感器,实时监测空气中粉尘浓度,自动调整除尘设备的抽风量或者雾量,既保证除尘效果,又避免无谓的能源浪费。河北某大型农牧集团的年产能百万吨的饲料加工厂,对全厂12个原料投料口全部升级改造为局部密闭负压智能除尘系统,改造后车间内粉尘浓度平均从12mg/m³降至1.5mg/m³,完全符合国家职业健康标准,工人投诉率降为零,同时因为减少了粉尘在电机、控制箱等设备表面积累,设备故障率下降了28%,每年减少维修费用近10万元,还降低了粉尘爆炸风险,让企业安全生产更有保障。收集下来的粉尘,大多是散落的原料粉末,可以回入生产系统重新利用,一家百万吨级饲料厂每年可回收原料近百吨,创造数万元的额外收益,实现了环保效益和经济效益的双赢。
不可否认,当前部分小型饲料加工厂仍然存在除尘意识不足、设备老旧的问题,但随着环保监管和职业健康监管不断收紧,越来越多的企业已经意识到投料口除尘的重要性,行业升级改造的速度正在加快。未来,随着饲料行业集中度不断提升,绿色生产、安全生产要求不断提高,投料口除尘设备将向着更智能、更低耗、更安全方向发展,适配不同规模饲料企业的需求,为饲料生产筑牢职业健康和安全生产的第一道防线,推动我国饲料工业高质量发展。

猜你喜欢


发表评论
电子邮件地址不会被公开。 必填项已用*标注


您必须 登录 才能发表评论!