催化燃烧设备:工业废气治理的核心利器
![]() 琪 苏
·
浏览 61 ·
点赞 0 ·
评论 0 ·
3个月前 (04-14)
琪 苏
·
浏览 61 ·
点赞 0 ·
评论 0 ·
3个月前 (04-14)
在工业化进程加速的当下,工业有机废气排放已成为大气污染的主要来源之一。这些废气中含有的挥发性有机物(VOCs)不仅会引发光化学烟雾、雾霾等环境问题,还会对人体呼吸系统、神经系统造成损害。在此背景下,催化燃烧设备凭借其高效、节能、环保的特性,成为工业废气治理领域的核心解决方案。

催化燃烧技术的核心原理是借助催化剂的作用,降低有机废气中可燃物质的着火点,使其在200-400℃的低温环境下就能发生氧化分解反应,最终转化为无污染的二氧化碳和水。与传统的直接燃烧法相比,这一技术无需将废气加热至700-800℃的高温,不仅大幅减少了能源消耗,还避免了高温燃烧过程中氮氧化物等二次污染物的生成。
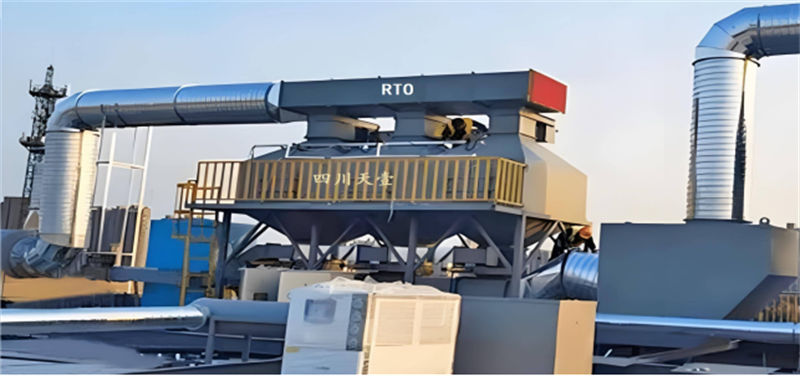
一套完整的催化燃烧设备由预处理单元、催化燃烧单元、热交换单元和电气控制单元构成,各单元协同运作,共同实现废气的高效净化。预处理单元通过过滤、除尘、除湿等工艺,去除废气中的颗粒物、水分、油污等杂质,避免这些物质覆盖催化剂表面导致其活性下降甚至中毒失效。催化燃烧单元是设备的核心,内部填充的催化剂通常以陶瓷或金属为载体,负载铂、钯等贵金属或锰、铜氧化物等非贵金属活性成分,为有机废气的氧化反应提供高效的催化环境。热交换单元则通过热交换器回收燃烧过程中释放的热量,用于预热进入设备的新鲜废气,进一步降低能源消耗,当废气浓度超过2000mg/m³时,甚至可实现零能耗运行。电气控制单元如同设备的“大脑”,通过传感器实时采集废气的流量、浓度、温度等参数,自动调节加热功率、空气流量等运行指标,确保设备在不同工况下稳定运行。
催化燃烧设备的优势在多个行业的应用中得到了充分体现。在化工行业,涂料、制药、树脂生产过程中产生的苯系物、醇类等VOCs废气,经过催化燃烧处理后,净化效率可达99%以上,能够稳定满足国家严格的环保排放标准。在涂装行业,汽车制造、家具喷涂产生的高浓度有机废气,通过催化燃烧设备可实现高效净化,既改善了车间内的作业环境,又避免了废气排放对周边环境的影响。此外,印刷行业的油墨挥发废气、电子行业的有机溶剂废气等,都能通过催化燃烧设备得到有效治理。
随着环保要求的不断提高,催化燃烧设备也在持续创新发展。未来,催化剂材料将朝着高活性、高稳定性、低成本的方向发展,非贵金属催化剂、单原子催化剂等新型材料有望成为主流;工艺耦合技术如吸附-催化燃烧联用、等离子体-催化协同等,将进一步拓展设备的应用范围;智能化控制系统则会通过AI算法实现设备的预测性维护和运行参数的动态优化,推动工业废气治理向更加高效、智能、环保的方向迈进。

猜你喜欢


发表评论
电子邮件地址不会被公开。 必填项已用*标注


您必须 登录 才能发表评论!